






我公司精心研嘴首选浏洋,我们做的好帮忙介绍宣传一下;我们做的不足处请不惜赐教;也许我们的产品不是最好但是有你的关注我们会不断改进做得更好;联系电话:0769-85722990传真:0769-85222831手机:13929467448//13427858278刘生

注塑机射嘴(射咀)过滤网采用skd-61#不锈钢精工制作而成。可为注塑加工厂节省射咀(射嘴)因任何杂质的堵塞而经常拆解的时间。拆解简单,只用对应的螺丝旋住过滤网后面的口子,就能把装满杂质的过滤筒取出,清理干净后又可重新使用。
本过滤器(过滤筒)经济实惠,但也有不可取之处:不能有效的保护螺杆、炮筒的磨损。

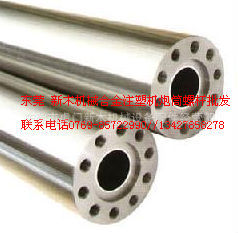
常用规格有:
外径12mmX长度35mm;
外径14mmX长度35mm;
外径16mmX长度45mm;
外径18mmX长度50mm;
外径20mmX长度50mm;
外径22mmX长度50mm;
外径24mmX长度50mm;
外径26mmX长度50mm;
外径28mmX长度50mm;
外径30mmX长度50mm;
特别推荐混色射嘴:可用于各种热塑性胶料注塑。如:PP、HIPS、PS、ABS、PC、Nylon
PB
PET及PVC等混料混色不均的改善。
性能特点:1.能有效解决因色粉色母分布不均造成的混色问题。2.提高生产力,降低注塑背压,缩短注塑周期,减少熔胶内温差,加快冷却速度。3:注塑机射胶压力损失低。4:稳定可靠,使用操作维护简单。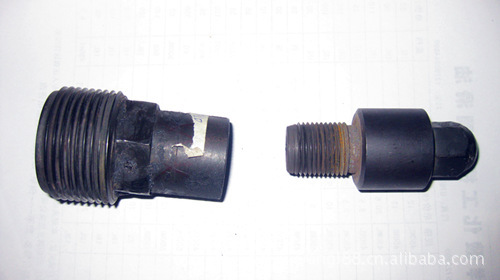
特别推荐过滤射嘴:用于保护模具。在射嘴内安装有过滤头(不是过滤网),可以防止金属杂质进入到模具内损坏模具,特别是保护热流道模具的针阀。最小过滤孔可达0.5mm。流道阻力小。是目前最为有效的模具保护射嘴。
内弹簧射嘴本产品材质:SKD-11 本射嘴用途:热塑性胶料的加工,防止溢料,拖丝。主要为低度材料
如PA(尼龙),PPS(聚苯硫醚),PET,PE,POM,PP的加工而制。
本射嘴特点:1 内置式弹簧射嘴,熔体压力决定射嘴的开启和关闭。当
熔体压力达200kg/cm2(油压15-20kg/cm2)时开启。
2 可承受压力3500kg/cm2及400度高温环境。
3 可用于任何胶料防溢料(PVC除外)。
4 可外加发热圈,保温效果。






5 可加装防堵过滤网。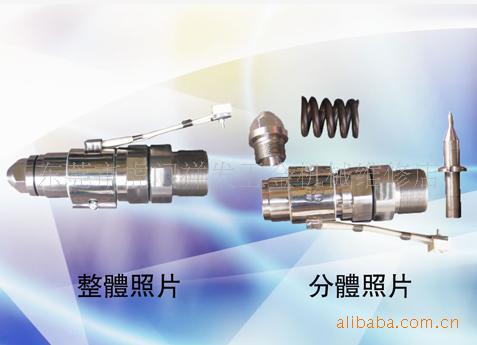
弹簧射嘴用于:塑胶、电子、玩具厂注塑热塑性胶料的加工,防止溢料,拖丝。主要为低度材料如PA(尼龙),PPS(聚苯硫醚),PET,PE,POM,PP的加工而制。
型号适应螺杆范围 射嘴头部长度 射嘴外圆尺寸 发热功率 总长
SZ01 Ø55以下
26mm Ø50x85mm 500W,AC220V 135mm
SZ02 Ø60以上
26mm Ø50x85mm 500W, AC220V
135mm
注:1射嘴总长未含射嘴与法兰连接部分的牙长。连接牙大小按客户要求加工。
1
阀芯式结构
2
内置式弹簧射嘴,熔体压力决定射嘴的开启和关闭。当
熔体压力达200kg/cm2(油压15-20kg/cm2)时开启。
3
可承受压力3500kg/cm2及400度高温环境。
4
可用于任何胶料防溢料(PVC除外)。
5
可外加发热圈,保温效果。
6 可加装防堵过滤网。
型号
适应螺杆范围 射嘴头部长度 射嘴外圆尺寸 发热 功率
总长
SZ01Ø 55以下 26mmØ50x75mm
500W,AC220V 101mm
SZ02Ø 60以上
35mmØ60x105mm 500W,AC220V
140mm
东莞祥嘴20年产品畅销全国及日本,在线热线0769-85722990/13427858278刘生
注:1
射嘴总长未含射嘴与法兰连接部分的牙长。连接牙大小按客户要求加工。
2 可按客户要求安装探温线。
SKD11为日本工具钢牌号,日立和大同钢厂都有生产,日立产SKD11商品名为SLD(最新改良版称作SLD-MAGIC),大同钢厂商品名为DC11。两者在大陆均有设厂,在业界最为知名,价格也最高。
这个牌号目前国内也有生产,钢质与日本钢相差无几,但是价格很有优势。
以下为日本日立的产品资料: 日本日立HITACHI SLD高耐磨冷作工具铬钢 JIS G4404(SKD11)/AISI
D2
化学成分/CHEMICAL COMPOSITION
| C | Si | Mn | Cr | Mo | V | P | S |
| 1.50 | 0.25 | 0.45 | 12.00 | 1.00 | 0.35 | ≤0.025 | ≤0.01 |
出厂硬度/DELIVERY HARDNESS 软性退火至约HB210 (Soft Annealed Approximately
HB210)
特性/FEATURES 高耐磨的通用冷作模具钢;淬火性佳,热处理变形少。
用途/APPLICATIONS
此钢易于车削,并宜制锋利刀口、剪刀、圆锯、冷或热作修整模、滚筒边、螺丝纹、线模、铣刀、冲击模、圆型滚筒、制电力变压器心冲模、切割钢皮轧刀、钢管成型滚筒、特殊成型滚筒、精密规、形状繁杂之冷压工具、心轴、冶金、锡作模、塑胶模、螺钉头模等。
使用方法
1.“淬火+回火”状态下使用
2.“淬火+冷处理+回火”状态下使用(适于高精度与尺寸稳定要求)
3.“淬火+回火+氮化处理”状态下使用(适于表面高硬度要求) 4.
深冷处理
为获得最高硬度和尺寸稳定性,模具在淬火后立即深冷-70摄氏度至-80摄氏度,保持3-4小时,然后再回火处理,经深冷处理的工具或模具硬度比常规热处理硬度高1-3HRC。
形状复杂和尺寸变化较大的零件,深冷处理有产生开裂的危险。
5. 氮化处理 模具或工件氮化处理后,表面形成一层具有很高硬度和一定耐蚀性的硬化组织。
6.
在525℃氮化的处理,工件表面硬度约为1250HV,氮化时间对渗层影响如下表所示。氮化时间(小时) 20 30 60 渗氮层深度mm 0.25
0.30
0.35
7.在570℃软氮化处理,工件表层硬度约为950HV。通常软氮化处理2小时,硬化层深度可达到10-20um.
磨削加工模坯或工作在低温回火状态,磨削容易产生磨削开裂。为防止裂纹发生应采取小的磨削进给量多次磨削,同时辅加良好的水冷条件。
线切割加工形状复杂或尺寸较大的模具,最终成行采用线切割加工时,通常会遇到开裂现象发生。
为防止开裂,建议采用气淬及高温回火处理,以降低热处理应力,或对模胚进行腔预加工处理。
热处理
淬火:先预热700~750℃,再加热至1000~1050℃在静止空气中冷却,如钢具厚度在6寸以上者加热至980~1030℃在油中淬硬更佳。
回火:加热至150~200℃,在此温度中停留,然后在静止空气中冷却。
硬度:HRC 61以上。
退火:加热至800~850℃,在此温度停留1~3小时,在炉中任其渐冷。
锻制:1050~950℃。[1]





